�l(f��)���r�g��2021-11-18���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժ Ҫ����Ҫ��B��HIsmelt����߀ԭ���g�����c��Ԕ��������ī��HIsmelt����߀ԭ���g��ˇ���̡�����HIsmelt����߀ԭ�t�t�Ȳ�ͬ���܅^(q��)�Ą����Լ�������SRV�t�Ȱl(f��)�����������W׃���M�����U�������c���M��SRV�t�ȵ�ú�۵������Լ��������˷�����ͬ�rᘌ���ͬ�������ո߶ȡ�
����ժ Ҫ����Ҫ��B��HIsmelt����߀ԭ���g�����c��Ԕ��������ī��HIsmelt����߀ԭ���g��ˇ���̡�����HIsmelt����߀ԭ�t�t�Ȳ�ͬ���܅^(q��)�Ą����Լ�������SRV�t�Ȱl(f��)�����������W׃���M�����U�������c���M��SRV�t�ȵ�ú�۵������Լ��������˷�����ͬ�rᘌ���ͬ�������ո߶ȡ����Ӻ���Լ��������������£���SRV�t����ȼ���ʵ�Ӱ��M���˷��������HIsmelt���g�����a���`�M���˺�Ҫ�f����
�����P�I�~������߀ԭ���F���g;SRV�t;ú��;����ȼ����
����1 ǰ ��
�����ߠt���F�������ܵ���ú�YԴ�ͭh(hu��n)��Ҫ��������Ӱ푣����m���҇���F�ИI(y��)�ɳ��m(x��)�l(f��)չ��(zh��n)�Ե�Ҫ��HIsmelt����߀ԭ���F���������Ⱦ�ğ�������K��ˇ������������Y�����Ķ��fӢ��ૡ����ͺͷӵ���Ⱦ�ŷţ�����F��I(y��)��(ji��)�ܭh(hu��n)���Gɫ�D�͡���I(y��)���츂����(y��u)�ݵ�����x�� HIsmelt���F��ˇ���ь��F(xi��n)���I(y��)�����a������߀ԭ���F���g֮һ�����ڮ���ұ���I��ǰ�ؼ��g����(j��ng)�^ 30 ������о��_�l(f��)�����a���`����ˇ���g��u���졣HIsmelt���F��ˇ���g��ȡ����ұ��ʽ���aҺ�B(t��i)���F�����̶̡��ɱ��͡���ȾС���Fˮ�|���ã��ǽ�Q�҇���ú�YԴؚ���ͭh(hu��n)�����}�����M���F���g������ǰ���V韡�
����2 HIsmelt��ˇ���鼰���c
����HIsmelt���F��ˇ���ь��F(xi��n)���I(y��)�����a������߀ԭ���F���g֮һ�����ڮ���ұ���I��ǰ�ؼ��g���ǵ��ͷǽ�����߀ԭ���F��ˇ���乤ˇ�������£����a������F�V�ۡ�ú���ۄ��Ƞt����ԭ�ψ��Ѵ��(j��ng)ԭȼ��ݔ��ϵ�y(t��ng)ݔ�͵��V���A���A߀ԭϵ�y(t��ng)��ú���Ƃ�ϵ�y(t��ng)���ڵV���A���A߀ԭ������F�V�۵��A���A߀ԭ�����ӟ���F�V�۽�(j��ng)�^��Vݔ�͙C�M���V����ϵ�y(t��ng);ԭú�M��ú���Ƃ�ϵ�y(t��ng)��(j��ng)�^����������M��ú�ۇ���ϵ�y(t��ng)�����ӟ�ğ�V�ۺ�������ú�۷քe��(j��ng)�^���Ե�ݔ�ܵ���ˮ�䇊������������߀ԭ�t(���QSRV�t)�ȣ�����ú�ۇ����ڳ��к�ú�_ʼ�ѽ⣬̼Ԫ�������Fˮ�У��Vʯ�_ʼ�ۻ����γ��������Fˮ�۳������ڄ��ҷ����a���������w�����۳��о��Џ��ҵĔ������á������۳ȵĚ��w�����픲����L�������������������F����ﱻ���R���۳��ϲ����γ��^�Ʌ^(q��)���^�Ʌ^(q��)�ǰl(f��)��߀ԭ����������f����Ҫ�^(q��)���^�Ʌ^(q��)�Ŀ�����ұ�������ĺ��IJ��֡�
�������a���Fˮ��(j��ng)�^ǰ�àt�ų����M���Fˮ�ޣ�Ȼ��(j��ng)�Fˮ���\�b�����ν�(j��ng)�^�FˮÓ���T�F�C���a�ϸ����F��ұ���a����������(j��ng)���������ų����M��ˮ������ϵ�y(t��ng)��
����SRV�t���a�Ĵ����ߜ�ú�⽛(j��ng)ú���Ҍ����������M��������s�������ߜ����L���m�����M�н��ؼ������m�����غ�İ��ú�����M������偠t���Mһ������ú���@�ᣬ���غ��ú��ضȼs200 �棬�M��ú�����ϵ�y(t��ng)�������K�������M��ܾW(w��ng)���������Ñ�ʹ�á���������������偠t�a��������������ڰl(f��)늡�
����HIsmelt ��ˇ���c��(1)��ˇ���̶̡����S���O�������Ρ�ռ����eС��(2)������׃���`����п���푑����ԡ�(3)ԭ��Ҫ��͡����Ϸ����V����ʹ�õ�Ʒ�|�ĵV�ۺͷǽ�ú��(4)�Fˮ�|����(w��n)���������a�衢�����Fˮ��(5)�h(hu��n)����(y��u)�����@���]�ж�����Ⱦ���ŷţ�ȡ�����t�����Y���������ƶ��fӢ��ૡ����ͺͷӵ���Ⱦ�ŷš�
����3 SRV�t�ȵ���Ҫ�������W׃��
����3.1 SRV�t��ͬ�^(q��)��
����HIsmelt ��ˇ�ĺ����� SRV �t��SRV �t�ɈAͲ��䓚����ͻ���Ϻ���s�Oʩ�M�ɣ�����SRV�t�����ϰl(f��)�����������W׃������̎λ�ò�ͬ����SRV �t�֞��Fԡ�^(q��)���^�Ʌ^(q��)��Ͷ���ȼ���^(q��)��
�����Fԡ�^(q��)����Ҫ�ɸߜ��Fˮ���������ɣ�ԓ�^(q��)����Ҫ�����t�F�V�ۡ�ú�۵ĸߜ��ۻ����ѽ��Լ��ܽ����F�Vʯ�c̼��߀ԭ�����������Fˮ��ͬ�r�}ʯ��ú���c�܄��ۻ����γ���������ԓ�^(q��)�������ú�������F�B̼������̼Ԫ�صĴ��ڣ��γ�߀ԭ�ԅ^(q��)��
������ú�۵��ѽ���F�Vʯ��߀ԭ�������a������߀ԭ�Ԛ��w�����ښ��w��������������ã��������F����ﱻ�����۳��ϲ����γ�Ȫӿ���߇��R�ą^(q��)��Q���^�Ʌ^(q��)���^�Ʌ^(q��)��Ҫ����ͨ�^���R�����FҺ�ε�����ӿ�ӌ�����ȼ���^(q��)��a���ğ������f���Fԡ�^(q��)��ȡ����ԓ�^(q��)��������ں�ĵV�۲���߀ԭ�ĸ�ʿ�wFeO�Ĵ��ڣ��Լ��������FҺ�·��R�����^���Ў����ϲ����g������ʹ��ԓ�^(q��)���ϲ����������Ԛ�գ����ײ��c�Fˮ���|��λ�������ú�ۇ����̼�|���ϵĴ��ڌ���߀ԭ�Ԛ�գ����Ҳ���J����SRV�t��߀ԭ�^(q��)�c�����^(q��)�ĸ��x���������Fˮ�Ķ���������
������SRV�t���ϲ��^(q��)���F�Vʯ߀ԭ�Լ�ú�۷ֽ�a����߀ԭ�Ԛ��w��ԓ�^(q��)���c���L�y����t������l(f��)��ȼ�������������⡢һ����̼�͚���M�е�ȼ���ķ����Q֮�����ȼ��(PC)��ԓ�^(q��)��Q�����ȼ���^(q��)��ԓ�^(q��)����Ҫ����ͨ�^ȼ���ṩ�����ğ��������CSRV�t�ȵĵVʯ߀ԭ���������F���a����ğ�����
����3.2 SRV�t����Ҫ���W����
����3.2.1 �F�Vʯ��߀ԭ
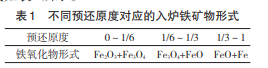
���������A߀ԭ��ˇ���ڵ���r�£��M��SRV�t�۳ȵ��F���������ʽȡ�Q���F�Vʯ���A߀ԭ�ȡ��ڲ�ͬ���A߀ԭ���£��M��SRV�t�ȵ��F���������ʽ���1��ʾ��
��������(j��)���N�F����������c���ֽ≺���P֪�R��֪��F(xi��n)e2O3���M�� SRV �t�۳صĹ��w�����ױ���ֽ���߱��t�ȵ�ú��߀ԭ��Fe3O4����ˣ���SRV �t�ȵ�Fe2O3���ۻ�֮ǰ��߀ԭ��Fe3O4����Fe3O4�t�ȱ��ֽ�Ŀ����Բ����ڣ����s�O�ױ�ú��߀ԭ�� FeO(s)��FeO(l)��
����3.2.2 ú�۵ķֽ⼰ȼ��
�����S��ú�ۇ���ߜ��ڳ��У�ú�ۿ����ѽ������]�l(f��)�֣�һ����̼Ԫ�������Fˮ�У�����һ����̼���c�F�Vʯ��߀ԭ����(4)�����aCO���w�c�]�l(f��)�a����߀ԭ�Ԛ��w���������^����һ���օ��c�F�Vʯ߀ԭ����(1)��(3)���^��߀ԭ�Ԛ��w�M�����ȼ���^(q��)�c��SRV�t픲�����ĸ����՚�ȼ�����l(f��)������(5)��(6)���a���ğ����Á��a���F�Vʯ߀ԭ���յğ������S���Fˮ�۳صğ���ƽ�⡣
����3.2.3 �������γ�
����ú���еĻҷ֡�����t�ȵ��܄��Լ��}ʯ�ܽ���γɠt����
����4 ú�����ü�������
��������SRV�t�۳��е�ú�۵���Ҫ�������ṩ SRV�t�۟�����Ҫ�ğ����Լ����c�F�Vʯ��߀ԭ������������M��SRV�t��ú�۲�ͬ���ü�������Ԕ��������
����4.1 ����߀ԭ����ú��
������t��ú�����Fˮ�۳Ȱl(f��)���ߜ؟�⣬����^���Г]�l(f��)����CO��H2�Լ��ܽ�a���Ĺ̶�̼����ͬ�̶ȵą��c�F�Vʯ��߀ԭ�����]�l(f��)�֚��w������Ҫ�ǚ��w���۳��ϸ��^���c�F�Vʯ�ķ������Y��ǰ����������OCO��H2��Ҫ���c���F�V�����F�V��߀ԭ���l(f��)������(1)(2)����ʿ�w��߀ԭȫ���ɹ̶�̼߀ԭ���l(f��)������(2)���t���a 1 t ���F��Փ��Ҫ̼����214 kg��
����4.2 �ṩ��Դ
��������F�Vʯ�ܽ�߀ԭ�^���������^�̣�������ұ���^������Ҫ�������۳��a�������������Ҫ�ğ������ɇ���ú���еē]�l(f��)��CO��H2�Լ��F�Vʯ߀ԭ���a��CO�c����ȼ���a��������ȼ���a���ğ�������ͨ�^���FҺ�εĻ��䎧���۳أ������S���ߜ؟����ų�SRV�tϵ�y(t��ng)�⣬�������FҺ�Ύ����۳صğ��������M���۳ص���Ч����������ȼ���a����Ч�����c�������ı�ֵ�ɞ���fЧ��(���Q����ȼ������Ч��)ֱ��Ӱ�SRV�t�۳ضȺ�߀ԭ�����İl(f��)����
�������A߀ԭ�Ȟ�1/3 h���F�Vʯ����Ҫ�ɷ֞�FeO�����Oȫ���l(f��)������(4)������1 t���F��Ҫ���՟����s��2.7 GJ���a����CO(�������]�l(f��)���е�CO)ȫ��ȼ������CO2���t�ų��ğ�����2.5 GJ�����Կ���ȼ���a���ğ��������ԾS�����ړpʧ�ğ��������Λr��Ҫ���]����ȼ������Ч�ʵ�Ӱ푣���ˣ���Ҫ����� CO��Cȼ�����S���۳ص�����Ĝضȡ�
����4.3 �Fˮ���ܽ�̼
�����Ɍ��H���a�����P֪�R��֪���ڟ�䓻����T�����F���a�^���У������Fˮ�B̼�ĬF(xi��n)���ڱ����Fˮ�ضȞ�1 450 ��r��һ���Fˮ�к�̼���s4%���t���a1 t�Fˮ�B̼����40 kg��
����4.4 �����к�̼��
�������Fԡʽ����߀ԭ��ˇ�У��������Ӄ����ڠ�B(t��i)�����F��߀ԭ�Լ�ú̿�Г]�l(f��)�ֵķֽ���a���������w���@Щ���w���Ȍ����܇����������_�γɚ��ݣ�Ȼ���@Щ�����ϸ������Ӳ������������ӡ������������揈�������ã����ஔһ���֚����������ϲ��ۼ���ʹ���۳ص��ϲ�����׃����ĭ��B(t��i)���@һ�^��������߀ԭ�б��Q���������ݣ��γɺ��������w���ϲ����Ӽ�����ĭ������ĭ����������߀ԭ���a�O�鲻������(j��)���P�īI�f���Լ� HIsmelt �����a���`�C����������̼�����Č�������ĭ�����γ�������������̼��/������������< 0.1�r���������������ݣ����ڵVʯ�����ٶ�һ���l���£����߂��������������ݵ�̼���r���l(f��)�F(xi��n)���Ӻ�ȷ������͵ĬF(xi��n)���ǣ�������̼���^���r(̼��/����>0.3)������ȼ���ʕ��½������⣬픴����Č��Y����������̿����>0.1���t���w�e����һ��;��̿����<0.1�r���t�t�����w�eѸ�����ߣ���Ҋ�͝����Ե�̼�|���ω��Ɖ���ĭ�ĽY����������̼�|����ͨ�^�����µ�CO���ݵ�ͬ�r����������ĭ����ʧ��
�������⣬Katayama ���о����������е�̼�Č��������������Ҫ�����ã������ǣ�1)ʯī�|�Č���ϵ��(sh��)����ĭ�������F�Ĵ�;2)ʯī�ĺڶ�ϵ��(sh��)(�ֲڱ���s0.8)������(�s0.65)�����F(�s0.5)�Ĵ���������ݗ������Ă�����
�������P֪�R���]���ߠt���FՓ�İl(f��)����Щ�ڿ�
�����ɴ˿�Ҋ�������к��б�Ҫ��̼���Ǻ���Ҫ�ģ���̼�����Կ�����̿���Ȟ� 0.1��0.3 �ķ����ȣ�������������ĭ�������Ҍ�����ȼ���ʵĿ������档���Շ��F����400 kg���]���t���F���к�̼����������40��120 kg��
����4.5 δȼ����̼��
������t��ú�۳�������4����������ã�ʣ���̼�����S��SRV�tú������t�m������ú�⎧��ú�����Ĵ�Сֱ��Ӱ�SRV�tú�۵������������ʡ�����(j��)���H���a��(j��ng)��֪����(j��ng)SRV�t�����ķۉm��̼�����^�ߣ������е�̼�뽹�w������ڣ���(j��ng)�����ҡ�����偠t�����İ뽹�w������Ҫ�ɷ�Ҋ��2(�ҷ��к��������t���ɷ�)������(j��)�F(xi��n)�����H���Խy(t��ng)Ӌ���M��ú��ϵ�y(t��ng)δȻ̼�Ĕ�(sh��)���sռ��tú������ 5%����˶��δȻú���� SRV �tϵ�y(t��ng)��ѭ�h(hu��n)��ֱ�ӌ���ú�۵������ʽ��ͼ��ܺĵ����ӣ������Ϲ�(ji��)�ܜp�ŵ�Ҫ��;�������ú���к��m��(�뽹)�����m(x��)����U���֡��ߜ����L���m����ú��ϴ�������ϵ�y(t��ng)�������\�о���ɲ�ͬ�̶ȵ�Ӱ푡���˷����о�SRV�tú����ú�ۺ����ߵ�ԭ���Լ��ڲ�������ν����京�������ú�۵�ȼ��������Ч���Ƿdz���Ҫ�ġ�
����5 ú������Ч�ʵ�Ӱ�����
�������Fԡʽ����߀ԭ����ƽ��͟�ƽ���֪��Ӱ푽K߀ԭ�ܺĵ���Ҫ�����У��F�Vʯ���A߀ԭ�ȡ�ȼ�ϵķN�����ȼ���ʡ�����ȼ���ʂ���Ч�ʡ�ȼ����H2/C���Լ������F�VʯƷλ��ú�ҷ֡���pʧ�ȵ��������ء��ٶ���ԭ��Ʒλ���ɷ�һ������r�£��Ҳ����]�F�V���A߀ԭ�ȵ�Ӱ푣�������ͬ��������(sh��)���������L�������b�߶ȡ��۳����Ӻ�ȡ����������ȣ���ú������Ч�ʵ�Ӱ푡�
����5.1 ���L�����ĸ߶�
��������(j��)�īI��֪[2]��������ȼ�������������M�Еr�������������λ������߶���ȼ���ʡ����н�̿��ȼ�����c������λ���Pϵ��
����lgA=const+1.36lgRe-0.59lg(L/d)��
����ʽ�У�L�阌λ�ĸ߶�;d�释��ֱ��;Re�������ڇ���̎�����Z�ʔ�(sh��);A�����н�̿��ȼ������
��������ʽ��֪����λԽ�ߣ���̿ȼ����ԽС��������ȼ����Խ�ߡ�
����5.2 ���Ӻ�ȵ�Ӱ�
�����xȡ����HIsmelt���S���H���a�е��Ͳ�����(j��ng)��������SRV�t������ǰ���Լ������^���ж���ȼ���ʾ���׃�������w���F(xi��n)�飺�xȡ������ͬ�l����(sh��)ֵ���������_ʼ֮ǰһ�Εr�g�ȣ��S��ұ�����M�У��t��������u�����������Ӻ��Ҳ���ӣ������Ķ���ȼ������u���ͣ��ڳ����^���У�SRV�t��������׃���˕r�g���S�������r�g�����L���t�����Ӻ����u�p����������ȼ������u����;�ڳ������һ�Εr�g�ȣ����������^��������ȼ���ʎ����ֲ�׃���ɴ˿��Ե�֪�����ӵĺ��׃��������ȼ���ʵĴ�С����һ����Ӱ푣�����Խ�����浽�������g��ԽС������ȼ����ԽС��ԓ�YՓ�c�īI�����ı����^�ߵġ���(w��n)��������߶ȣ������ڔU�����ӃȵĶ���ȼ���^(q��)����������߶���ȼ���ʵĽYՓ��һ�µġ���ˣ��ڌ��H�����У�����ͨ�^��(w��n)���Ĺ����ٶȡ����Ƴ����r�g�Լ������l�ʁ��_��SRV�t�ȱ��ַ�(w��n)�������Ӹ߶ȣ����_����(w��n)����������ȼ����ָ�ˣ��M�����ú�۵�����Ч�ʣ�������ȼ���ʵĸߵ�ֱ�ӷ�����ú������Ч�ʵĸߵ͡�
����5.3 ��������׃��
�������H���a�� SRV �t���ڎ�����������˸���(j��)ȼ�������W�l�����ډ�������r�����۳��ϲ�����ȼ������(5)��(6)�������������������M�У������ SRV �t�IJ��������������ڶ���ȼ���ʵ���ߣ��M�������tú�۵���Ч�����ʣ����͇��F�����ܺġ�
������ȡijһ�A�εČ��H���a��(sh��)��(j��)���ڇ��V��106 t / h����ú 60 t / h�����L�������� 37%�����L�ض� 980 �桢���L������122 400 m3 /h����r�£��L�Ʋ��������c����ȼ���ʵ�׃��څ�݈D�����@���������H���a�ж���ȼ�����cSRV�t����������׃��څ����ͬ���S��������������߶���ȼ�������ӣ��M��Ҳ�Mһ���f�����Fԡʽ����߀ԭұ���У�����������׃��Ӱ푶���ȼ���ʸߵ͡���˺����IJ�����������������ú�۵�����Ч��Ҳ��ʮ����Ҫ���m����߲��������������ڽ���ú�۵����ġ�
����6 HIsmelt��ˇ���a���`
����HIsmelt���g��(j��ng)�^��40 a���аl(f��)�͌������C�����I(y��)�����a������Ŀǰ���ѽ�(j��ng)�v�ɴι��I(y��)�����a��
������һ�Σ��ڰĴ����������ǹ��S��2005—2008 ��;�s���a���F�K388 273 t������������Σ�CӰ푣� HIsmelt������ʾ���S2008��ͣ�a���Ҳ��ُͮa��
�����ڶ��Σ�����ī����˾�� 2012 ��_�����M HIsmelt ����߀ԭ���F���g����ԭ��ˇ���̵Ļ��A�Ͻ�(j��ng)�^��(y��u)���������ȴ�ʩ��ԓ�Ŀ��2016��6�½���Ͷ�a��Ͷ�a����(j��ng)�^����ă�(y��u)�����ƣ��۷e������(j��ng)��(y��u)�����aָ�ˣ��Ⱥ�(j��ng)�vʮ��ε�ͣ�_�t̽�����`��ͨ�^�����{ԇ������ī��HIsmelt���g�F��Ⱥ��Q��SRV�t��ƽ��ķ�(w��n)���Կ��ơ����χ����ķ������о�������߀ԭ SRV �t��ĭ�����ơ�DCS ϵ�y(t��ng)�ķ�(w��n)�B(t��i)���ơ����ϵ�ƽ�ⷴ��ģ�M�����w�����W��(y��u)��������ϵ�y(t��ng)���M���V��ݔ�ͷ�����ϵ�y(t��ng)������ĥúϵ�y(t��ng)����������߀ԭ������ϵ�y(t��ng)߉��(y��u)���������Y����(y��u)��������ѭ�h(hu��n)ϵ�y(t��ng)�����һϵ��Ӱ푹�ˇ�B�m(x��)���c���g��(w��n)���Ե��P�I�y�}�����ڴ˻��A�ϣ�����ī�����F���b�����켼�g��(y��u)�������O���M���˃�(y��u)���OӋ�c���¼ӹ����졣����Ŀǰ����Ӌ�a���s150�ft�Fˮ����ǰ����߮a���_��2 026 t���®a���_�� 55 214 t���O�䲻�g�����I(y��)���_�� 157 d�� 2020��ȫ�ꌍ�H���I(y��)305 d���a�ܼs53�ft��
����ͨ�^�ɴ����aָ�˵Č��ȿ��Կ��������M��ļ��gָ�˾����^ԭ�Ĵ��������S���aָ�ˣ�����ԭ����ԏăɷ��濼�]��1)ī�� HIsmelt ���S�OӋ�ǻ���ԭ�Ĵ��������S�OӋ���a���`��(j��ng)���A����ɵģ�ʹ�ù�ˇ���̸������ơ��O�����ü��x���Ӻ���;2)�S��ī�� HIsmelt ��ˇ���g�ڇ��ȵ�����l(f��)չ���Լ��ĘI(y��)�ˆT�� HIsmelt ��ˇ���g������Ϥ��������(j��ng)���e�ۃ�(y��u)��������ˇ��������(sh��)���xȡ�Լ���(y��u)������׃�ø��ӳ��졣
����ͨ�^���a���`�zī�� HIsmelt ��ˇ�ă�(y��u)Խ�Եõ�����w�F(xi��n)���oՓ��ԭ��ȼ���xȡ���`���m���ԡ��^�͵�ұ���ɱ������������`��h(hu��n)���Ѻ���߀���Fˮ�|���ķ�(w��n)���̓�(y��u)�|�ȃ�(y��u)�c�����õ��˺ܺõ���C��Ҳ���Mһ���f��HIsmelt���g�ǿ��еġ�
����7 �Y Փ
����7.1 �� HIsmelt ����߀ԭ���F��ˇ�M�� SRV �t��ú�۵��������M��Ԕ���������M��SRV�t��ú�۳����ṩ߀ԭ���͟����⣬߀����������ĭ�������á�
����7.2 �ڲ����]�����l������r�£��������b�߶ȡ����Ӻ���Լ�������������������ȼ���ʵĴ�С�a��Ӱ푣���������������ľ��xԽ��������ȼ����ԽС;���Ӻ��Խ�����Ķ���ȼ����ҲԽС;���SRV�t��������������ȼ�����������������ú�۵������ʡ�
����7.3 HIsmelt����߀ԭ��ˇ���̘I(y��)��������߀ԭ���F��ˇ֮һ���S���F(xi��n)�й��I(y��)���b�õķ�(w��n)���\�У� HIsmelt ��ˇ����Խ��Խ���죬δ�팢�ɞ��҇�����߀ԭ���F��ˇ�İl(f��)չ����——Փ�����ߣ��Z��܊��������
SCISSCIAHCI