�l(f��)���r(sh��)�g��2022-05-26���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ��ᘌ�(du��) 3D ��ӡɰ�;o��(sh��)�ȵ͆�(w��n)�}������˝L���o��(sh��)�·�����ͨ�^(gu��)��(du��)�L���o��(sh��)����ԭ����Փ�����Լ�ģ�M��(sh��)�(y��n)�������(y��n)�C�˝L���o��(sh��)�� 3D ��ӡ�еĿ����ԡ�ᘌ�(du��) 3D ��ӡɰ�Ͱl(f��)���������Ե��Լ�����Ć�(w��n)�}�����һ�N���g�W(w��ng)��ɰ�� 3D ��ӡ���������ÈA�Ρ����ɷN
����ժҪ��ᘌ�(du��) 3D ��ӡɰ�;o��(sh��)�ȵ͆�(w��n)�}������˝L���o��(sh��)�·�����ͨ�^(gu��)��(du��)�L���o��(sh��)����ԭ����Փ�����Լ�ģ�M��(sh��)�(y��n)�������(y��n)�C�˝L���o��(sh��)�� 3D ��ӡ�еĿ����ԡ�ᘌ�(du��) 3D ��ӡɰ�Ͱl(f��)���������Ե��Լ�����Ć�(w��n)�}�����һ�N���g�W(w��ng)��ɰ�� 3D ��ӡ���������ÈA�Ρ����ɷN���A(ch��)�Π����ͬ�W(w��ng)���С�c��ͬ�W(w��ng)���g�Ǽܳߴ��M(j��n)�оW(w��ng)�֣��քe�M(j��n)������ɰ���ܜy(c��)ԇ��������(sh��)�(y��n)�Y(ji��)���������L���o��(sh��)�^(gu��)���У�ͨ�^(gu��)�{(di��o)��(ji��)�L���Ӻ�Ⱥ͉����������Ը���ɰ�͵ď�(qi��ng)�Ⱥ;o��(sh��)�ʣ��Ķ���Q 3D ��ӡɰ�;o��(sh��)�ȵ͆�(w��n)�};���ÿ��g�W(w��ng)��ӡ�������ɽ���ɰ�͏�(qi��ng)�� 10%~50%�����ɰ������ 100%���ϣ��p��ճ�Y(ji��)������ 10%~50%���m�ϱ�ɰ��ʹ�á�
�����P(gu��n)�I�~�� 3D ��ӡɰ��;�L���o��(sh��);���g�W(w��ng)��
����1 ǰ��
����3D ��ӡ���g(sh��)��Դ�� 20 ���o(j��) 80 ���������(gu��)����(j��ng)�^(gu��)��ʮ��İl(f��)չ���F(xi��n)������܇����Դ���t(y��)�������պ�����I(l��ng)��V����(y��ng)�á����y(t��ng)�T���ИI(y��)�У���ͨɰ���T��sռ�� 60%��ɰ�������^(gu��)�̱����J(r��n)���DŽڄ�(d��ng)��(qi��ng)�ȴh(hu��n)�����ӵĭh(hu��n)��(ji��)�����h(hu��n)�������⣬���y(t��ng)ɰ���T��߀��������ģ�������L(zh��ng)��ɰ�ͳߴ羫�ȵ͡��a(ch��n)Ʒ���Բ�[1] �Ȇ�(w��n)�}��
����3D ��ӡɰ�Ͳ��Ô�(sh��)�ֻ���ʽ��ݔ����(ji��)ʡ����Ϣ�����r(sh��)�g��ʡ��������ģ�͵ĭh(hu��n)��(ji��)���������a(ch��n)�h(hu��n)���á�ɰ�ͳߴ羫�ȸߡ��C(j��)��(d��ng)�`����T����(y��u)�c(di��n)�����õ��ռ���(y��ng)��[2-3]��
�����F(xi��n)�е�ɰ�� 3D ��ӡ���g(sh��)�Դ���һЩ��(w��n)�}��3D ��ӡɰ����ͨ�^(gu��)��Ϳ������(r��n)�ķ�ʽ����ճ�Y(ji��)�����o(w��)���_(d��)�����y(t��ng)���ͷ����Ļ�ɰЧ���;o��(sh��)��;3D ��ӡɰ�����܆�һ���o(w��)���_(d��)�����y(t��ng)���ͷ�������ɰ����ɰЧ��;���⣬3D ��ӡɰ������ԭɰ�����^�ͣ����Ժ����ԲҲ���y�M������T��ʹ��Ҫ��
����ᘌ�(du��) 3D ��ӡɰ�;o��(sh��)�ȵ͆�(w��n)�}�����������һ�N�L���o��(sh��)�·���;ᘌ�(du��) 3D ��ӡɰ�����Ժ����Բ(w��n)�}���������һ�N���g�W(w��ng)��ɰ�� 3D ��ӡ���������ÝL���o��(sh��)�����Ϳ��g�W(w��ng)����������Ч���� 3D ��ӡɰ�͵ľC�����ܡ�
����2 �L���o��(sh��)
����2.1 �L���o��(sh��)����ԭ��
����ÿ���ɰ���ÝL��݁�L��ɰ�ͱ��棬ʹɰ���a(ch��n)�������Ƅ�(d��ng)��ɰ���g�p϶׃С��ˮƽ�Ƅ�(d��ng)���D(zhu��n)݁���γ�ƽ���ı��棬����һ��ɰ����O(sh��)���Ü�(zh��n)�䡣
�����c���y(t��ng)ɰ�;o��(sh��)������ͬ���ǣ��ڝL���o��(sh��)�^(gu��)���У����ڲ��÷Ӿo��(sh��)���ھo��(sh��)�^(gu��)����ɰ��׃������С����(du��)��һ�ӳߴ羫��Ӱ��^С����D 1 ��ʾ���ڝL����ֻӰ����ϱ���(�D 1c ̓���^(q��)��)������O(sh��)��һ��ɰ�r(sh��)�ь�ȱ��̎�ޏ�(f��)��
����2.2 �L���o��(sh��)��(sh��)�(y��n)����
���������� 3D ��ӡ�C(j��)���M(j��n)�НL����(sh��)�(y��n)��Ҫ�M(j��n)���O(sh��)����b��ϵ�y(t��ng)�{(di��o)ԇ�O�y��(sh��)�F(xi��n)����˱���(sh��)�(y��n)��ȡ�ֹ�ģ��ɰ�� 3D ��ӡ�ķ�ʽ�M(j��n)�Ќ�(sh��)�(y��n)��
������ģ�� 3D ��ӡ�T��ɰ��������������c(di��n)���O(sh��)Ӌ(j��)��һ�N�ɿ�����ƽ�_(t��i)(���w��D 2 ��ʾ)���Կ���ÿ���ɰ�ĺ���Լ��L���ǵĉ��������ÝL����ʽ��(du��)ÿ����ɰ�M(j��n)�����퉺��(sh��)������ɰ�͵ľo��(sh��)�ȣ��M(j��n)�����ɰ�͏�(qi��ng)�ȡ�
������(sh��)�(y��n)���� 50~100 Ŀ��ͨ���I(y��)�ù�ɰ�����֬��̻������{(di��o)��(ji��)��ͬ�Ӻ�ͬ���������Ƴ� 200 mm ×200 mm×200 mm �������wԇ��(�D 3)��ģ�� 3D ɰ�ʹ�ӡ�^(gu��)�̣�����ͨ��֬ɰ�M(j��n)�Ќ�(sh��)�(y��n)����(sh��)�(y��n)�^(gu��)����D��ʾ���Ȍ�ƽ�_(t��i)�½���ɰ��Փ����Ҫ��O(sh��)�ĺ�ȣ���ɰ�������䁝M�b�������Ŀ��g����ƽ�_(t��i)�ٴ�����һ���ĸ߶�(�@���֞�L���r(sh��)�ĉ����� h;�½��ĺ���c�����߶ȵIJ�ֵ��L���r(sh��)�ĝL���Ӻ� x)����ȡ������(sh��)�(y��n)�ķ�������׃���P(gu��n)��ˇ����(sh��)���о�Ӱ푝L���o��(sh��)�����أ����Y(ji��)���P(gu��n)Ҏ(gu��)�ɡ�
�����ڝL���^(gu��)���У��҂��J(r��n)��L���Ӻ��������L��ֱ݁�����L��݁߅�羀�ٶȡ��L���Δ�(sh��)��Ӱ푝L���^(gu��)�̵Ď��(xi��ng)�P(gu��n)�I����(��D 4)��ͨ�^(gu��)����׃��������׃����һ�(xi��ng)���أ��z�y(c��)��������׃�������cδ�M(j��n)�оo��(sh��)��ԇ���M(j��n)�б��^��
�����D��
����v—�L��݁߅�羀�ٶ�(m/s);
����r—�L��݁�돽(mm);
����h—�L��������(mm)��
������(sh��)�(y��n)�^(gu��)���зքe��׃�L���ӺL�����������L��ֱ݁�����L��݁߅�羀�ٶȣ��Լ��L���Δ�(sh��)��
����2.3 �L���o��(sh��)��(sh��)�(y��n)�Y(ji��)��
����2.3.1 �L���Ӻ�׃����(du��)ɰ�����ܵ�Ӱ�
�����D 5 �鉺������ 2.5 mm���L��ֱ݁���� 40 mm���L��݁߅�羀�ٶȞ� 0.2 m/s���L��һ�Σ���Ӻ�քe�� 2.5 mm��5 mm��7.5 mm��10 mm��12.5 mm �ķ�ʽ����ԇ�K�Č�(sh��)�(y��n)�Y(ji��)�����ĈD 5 �п��Կ���������Ӱ����؛](m��i)׃����r�£��L���ӌӺ�ԽС���俹����������������(qi��ng)��Խ�ã��o��(sh��)��Խ�ߣ���������(du��)���ͣ������֮�²�e�����S���Ӻ����u�pС���mȻɰ�͵ĸ��(xi��ng)��(qi��ng)���������������Ǵ��ڟo(w��)������ɰ��ȫ���M(j��n)ɰ��֮�У����F(xi��n)����ɰ���M(f��i)�ĬF(xi��n)�ĈD�п��Կ����ڌӺ�� 2.5 mm��5 mm �ɂ�(g��)ԇ�K�У����(xi��ng)���ܲ��o(w��)�ܴ�IJ�ࡣ�ڝL���Ӻ�� 5 mm �r(sh��)��������(qi��ng)���^δ�o��(sh��)ɰ�������� 50.1%��������(qi��ng)�������� 84%��������(qi��ng)�������� 190%�������½��˼s 69.2%����һ��������(n��i)���S���L���Ӻ��׃��ɰ�͏�(qi��ng)����u�pС�����pС���ٶȅsԽ��(l��i)Խ�����ɴ˿�Ҋ(ji��n)����(d��ng)�L���Ӻ��_(d��)��ijһ�c(di��n)�r(sh��)��ɰ�͏�(qi��ng)�Ȍ��_(d��)������c(di��n)�����ԣ��ڝL����(sh��)�(y��n)�У��ڱ��CЧ�ʵ���r�¡��鱣�Cɰ�͏�(qi��ng)�ȣ��L���Ӻ�M����С��
����2.3.2 �L��������׃����(du��)ɰ�����ܵ�Ӱ�
�����D 6 ��Ӻ�� 2.5 mm���L��ֱ݁���� 40 mm���L��݁߅�羀�ٶȞ� 0.2 m/s���L��һ�Σ�������քe�� 0.5 mm��1 mm��1.5 mm��2 mm��2.5 mm �ķ�ʽ����ԇ�K�z�y(c��)�Y(ji��)�������ψD 6 �п��Կ�����ͬ�������£��L��������Խ���俹����������������(qi��ng)��Խ�ã��o��(sh��)��Խ�ߣ���������(du��)���ͣ������֮�²�e����ĈD�п��Կ����ډ������� 2.5 mm��2 mm �ɂ�(g��)ԇ�K�У����(xi��ng)���ܲ��o(w��)�ܴ�IJ�ࡣ�ڝL���Ӻ�� 2 mm �r(sh��)��������(qi��ng)�������� 51.2%��������(qi��ng)�������� 80%��������(qi��ng)�������� 182%�������½��˼s 69.1%���S���L����������׃��ɰ�͏�(qi��ng)����u���ӣ������ӵ��ٶȅsԽ��(l��i)Խ�����ɴ˿�Ҋ(ji��n)���������l��һ���r(sh��)����(d��ng)�L���������_(d��)��ijһ�c(di��n)�r(sh��)��ɰ�͏�(qi��ng)�Ȍ��_(d��)������c(di��n)����һζ�����ӝL���r(sh��)�ĉ��������t��(hu��)���ɰ��׃�·�(y��n)�أ����ڲ���ɰ�ӛ](m��i)�б��L���M(j��n)ɰ���У����ԣ��ڝL����(sh��)�(y��n)�У��ڱ��Cɰ������ȫ�L���M(j��n)ɰ����ǰ���£��L���������M���ܵĴ�һЩ��
����2.3 �L��ֱ݁��׃����(du��)ɰ�����ܵ�Ӱ�
�����D 7 ��Ӻ�� 2.5 mm���������� 2.5 mm���L��݁߅�羀�ٶȞ� 0.2 m/s���L��һ�Σ���L��ֱ݁���քe�� 40 mm��80 mm��120 mm��160 mm��200 mm �ķ�ʽ����ԇ�K�z�y(c��)�Y(ji��)�����D�п��Կ����L��ֱ݁���Ĵ�С��(du��)�L��ɰ�͵ĸ��(xi��ng)���ܻ����](m��i)��Ӱ푻����f(shu��)Ӱ푲�������(qi��ng)�������� 56.0%��������(qi��ng)�������� 72.7%��������(qi��ng)�������� 221%�������½��˼s 70.1%��
����3 ���g�W(w��ng)��ӡ
�����mȻ 3D ��ӡɰ�ͼ��g(sh��)���õ���(y��ng)�ã��� 3D ��ӡɰ���Դ���һЩ��(w��n)�}���o��(sh��)Ч�������룬ֻ��ͨ�^(gu��)����ճ�Y(ji��)���ķ�������ɰ�͏�(qi��ng)�ȣ���(d��o)���� 3D ��ӡ��ɰ�l(f��)���������Ժ����Բ�;Ŀǰ 3D ��ӡɰ������ԭɰ�����^�ͣ����y�M������T����(du��)��ɰ������Ҫ��
�����T���^(gu��)������Ҫɰ�;������ď�(qi��ng)�ȵ֓���ע�r(sh��)����Һ�ě_ˢ���˕r(sh��)������ɰ�ͱ�Ӳ���(�Q��ɰ)�ď�(qi��ng)������Ҫ���á�3D ��ӡɰ�ͷ����Q����ɰ�����w��(qi��ng)�Ⱦ���һ���ԣ��o(w��)��ͬ�r(sh��)��ӡ����ɰ�c��ɰ���@��(d��o)��ɰ�����IJ��ֵď�(qi��ng)�ȳ��F(xi��n)�����M(f��i)�F(xi��n)���˽�Q�@��(g��)��(w��n)�}������ 3D ��ӡ����ֱ����Ɍ�(du��)��(f��)�s�Y(ji��)��(g��u)��һ���Գ��͵����c(di��n)�������һ�N���g�W(w��ng)��ɰ�� 3D ��ӡ������
����3.1 �W(w��ng)��ӡ����ԭ��
�������g�W(w��ng)�����ڽ��� 3D ��ӡ������ 3D ��ӡ�������I(y��)�Լ��^ԭ�Ӵ�ӡ�еõ��ˏV������[4-5]�����ò�ͬ��ӡ�Y(ji��)��(g��u)���_(d��)���p�p��������(y��u)��ʹ�����ܵ�����[6-7]������ɰ�� 3D ��ӡ�У�߀δ�����M(j��n)��ϵ�y(t��ng)�о���
�����ɈD 8 ��֪���ڌ�(du��)�T����ɰ�����S��ģ�r(sh��)������(j��)ɰ�ʹ�С���T���ߴ���ɰ�ͱ����������ߴ�Č�(sh��)�ıں�����“��ɰ��”;��(du��)���IJ����M(j��n)�п��g�W(w��ng)���֣���ɰ�������ɿ��g�W(w��ng)��Y(ji��)��(g��u)���W(w��ng)���(n��i)���δ��Ϳճ�Y(ji��)����ɢɰ���W(w��ng)���g�Ǽ��M(j��n)�������Ĵ�ӡ��Ϳ���@Щ��δ��Ϳճ�Y(ji��)����ɢɰ�M�ɵľW(w��ng)���c��Ϳճ�Y(ji��)���g϶�Ǽܘ�(g��u)����“��ɰ��”������“��ɰ��”�M���T������Ҫ�ď�(qi��ng)�ȣ�ͬ�r(sh��)����“��ɰ��”����ɰ�����ԣ��p��ճ�Y(ji��)����ʹ����������ɰ�͵İl(f��)�������_(d��)���˽��ͳɱ�������ɰ�;C�����ܵ�Ŀ�ġ�
����3.2 �W(w��ng)��ӡ��(sh��)�(y��n)����
������ɰ�Ϳ��g�W(w��ng)���O(sh��)Ӌ(j��)�^(gu��)���У��W(w��ng)���Π�W(w��ng)��ijߴ硢�W(w��ng)��߅���g���x�Լ����g�W(w��ng)������з�ʽ��Ӱ�ɰ�����ܵĎ��(xi��ng)�P(gu��n)�I����[8,9]����(sh��)�(y��n)ͨ�^(gu��)����׃��������׃����һ�(xi��ng)���أ��z�y(c��)����׃�������cδ�M(j��n)�п��g�W(w��ng)���ֵČ�(sh��)��ԇ���M(j��n)�б��^���Ķ��õ������،�(du��)���ܵ�Ӱ푽Y(ji��)����
�������P(gu��n)֪�R(sh��)���]��Փ�ĺðl(f��)��Ҫע��Ď��(xi��ng)
�������� 3D ��ӡ����ӡ���](m��i)�н�(j��ng)�^(gu��)���g�W(w��ng)�ֵĘ�(bi��o)��(zh��n)��(sh��)��ɰ��ԇ�ӣ�Ҋ(ji��n)�D 2 ��ʾ���z�y(c��)�õ��俹����(qi��ng)�Ȟ� 1.616 MPa��������(qi��ng)�Ȟ� 1.823 MPa��������(qi��ng)�Ȟ� 5.802 MPa�����Ԟ� 62������(sh��)�(y��n)�����ԇ��ģ���M(j��n)�п��g�W(w��ng)���֣�����ģ�̓�(n��i)�����g�ָ�ɸ���(g��)�W(w��ng)��(n��i)���W(w��ng)���ڴ�ӡ�r(sh��)���M(j��n)��ճ�Y(ji��)����Ϳ����������ɢ�Ġ�B(t��i)��������;�W(w��ng)���g�Ǽ�̎�M(j��n)��������Ϳճ�Y(ji��)����ӡ�����@�N������ӡ����(y��ng)�ęz�y(c��)ԇ�ӣ����M(j��n)�Йz�y(c��)�����w���g�W(w��ng)����ͼ�����(sh��)��� 1 ��ʾ��
����3.3 �W(w��ng)��ӡ��(sh��)�(y��n)�Y(ji��)��
����3.3.1 �W(w��ng)���Π(du��)ɰ�����ܵ�Ӱ�
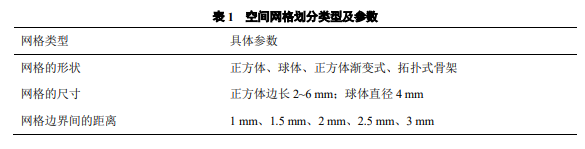
�����քe�������ֱ�� 4mm �������w��ֱ���� 4 mm �����w��(du��)������(qi��ng)�ȡ�������(qi��ng)�ȡ�������(qi��ng)���Լ����ԵĘ�(bi��o)��(zh��n)ԇ��ģ���M(j��n)�Є��֣�ͨ�^(gu��) 3D ��ӡ�õ�ԇ�Ӳ��M(j��n)�Йz�y(c��)���ɷNԇ�ӵĽ؈D�քe��D 9(a) ���D 9(b) ��ʾ��
�������w�Ĕ�(sh��)��(j��)Ҋ(ji��n)�� 2���z�y(c��)�Y(ji��)���������������w���ֵ�ԇ�K�����(xi��ng)�������£�������(qi��ng)�Ȟ� 1.124 MPa���^��(sh��)��ԇ�ӽ��� 30.4%;������(qi��ng)�Ȟ� 1.305 MPa���^��(sh��)��ԇ�ӽ��� 28.5%;������(qi��ng)�Ȟ� 4.921 MPa���^��(sh��)��ԇ�ӽ��� 15.1%;���Ԟ� 160������ڌ�(sh��)��ԇ�������� 158%����(j��ng)Ӌ(j��)�㣬��ճ�Y(ji��)���������^��(sh��)��ԇ����Ƚ��� 29.6%��
���������w���ֵ�ԇ�ӣ����(xi��ng)�������£�������(qi��ng)�Ȟ� 1.174 MPa���^��(sh��)��ԇ�ӽ��� 27.4%;������(qi��ng)�Ȟ� 1.353 MPa���^��(sh��)��ԇ�ӽ��� 25.7%;������(qi��ng)�Ȟ� 5.089 MPa���^��(sh��)��ԇ�ӽ��� 12.8%;���Ԟ� 160������ڌ�(sh��)��ԇ�������� 158%����(j��ng)�^(gu��)Ӌ(j��)�㣬��ճ�Y(ji��)���������^��(sh��)��ԇ����Ƚ��� 50.3%���ɱ� 2 ��֪�����w���g�W(w��ng)��ɰ�͵ď�(qi��ng)�ȡ��������@��(y��u)�������w���g�W(w��ng)��ɰ�ͣ��ڏ�(qi��ng)�ȡ����Ի�����ͬ����r�£����w���g�W(w��ng)��ɰ��ճ�Y(ji��)��ʹ�����s�������w���g�W(w��ng)��ɰ�͵� 59%���@����?y��n)����w���и���ͬ�ԣ��������Ӿ��������w��ǻ����ɚ��ͣ������^��(qi��ng)��֧���ԣ���ˣ����w��ǻ���ֵľW(w��ng)����и��õľC�����ܡ�
����3.2 �W(w��ng)��ߴ猦(du��)ɰ�����ܵ�Ӱ�
�����քe��߅�L(zh��ng)�� 2 mm��3 mm��4 mm��5 mm��6 mm �������w��(du��)ɰ�����ܙz�y(c��)ԇ�K�M(j��n)�����S��ģ����ɰ�̓�(n��i)���ָ�ɸ���(g��)���g�W(w��ng)��Ҋ(ji��n)�D 10 ��ʾ������(g��)�W(w��ng)��֮�g���� 1 mm �ľW(w��ng)���g�Ǽ�����ɰ��֧�β��֣����� 3D ��ӡ����ɰ��ԇ�K���M(j��n)�Йz�y(c��)���z�y(c��)�Y(ji��)����� 3 �͈D 10 ��ʾ��
�����ɈD 11 ���Կ������ھW(w��ng)���g�Ǽܲ�׃����r�£��S���W(w��ng)��ߴ�����ӣ����(xi��ng)��(qi��ng)�Ȕ�(sh��)ֵ���ཱུ�ͣ����Բ�������(qi��ng)�����ĈD 11 �п������@������(d��ng)�W(w��ng)��ߴ�� 4 mm ���ӵ� 5 mm �r(sh��)�����(xi��ng)��(qi��ng)�Ȕ�(sh��)ֵ���F(xi��n)���@�½����@�f(shu��)���W(w��ng)��ߴ��c֧�ιǼ��g�p϶�ı�ֵ���ڌ�(du��)��(y��ng)�P(gu��n)ϵ���ڌ�(sh��)�H��(y��ng)���У�����äĿ�����ӾW(w��ng)��ߴ硣�C�Ͽ��]�� 3 ��(sh��)��(j��)�����Կ�������(d��ng)�����w�W(w��ng)��߅�L(zh��ng)�� 3 mm �r(sh��)��ճ�Y(ji��)���������^��(sh��)��ԇ�ӽ��� 42.2%;������(qi��ng)���^��(sh��)��ԇ�ӽ��� 40.0%;������(qi��ng)���^��(sh��)��ԇ�ӽ��� 31.5%;������(qi��ng)���^��(sh��)��ԇ�ӽ��� 23.2%;�����^��(sh��)��ԇ������ 174%��ԓ�M��(sh��)��(j��)���������(xi��ng)��(qi��ng)��ָ��(bi��o)�܉�M�㱳ɰҪ�������^�á�ճ�Y(ji��)���p����Ҳ�^���@���鱾��(sh��)�(y��n)�l���µă�(y��u)��ָ��(bi��o)��
����3.3 �W(w��ng)���g�Ǽ܌�(du��)ɰ�����ܵ�Ӱ�
������߅�L(zh��ng)�� 3 mm �������w�W(w��ng)��ɰ�̓�(n��i)�����g�ָ�ɸ���(g��)�W(w��ng)����(g��)�W(w��ng)��֮�g�քe���� 1 mm��1.5 mm�� 2 mm��2.5 mm��3 mm �ľW(w��ng)���g�Ǽ�����ɰ��֧�β��֣�Ҋ(ji��n)�D 3 ��ʾ����(du��)��ͬ�p϶�� 3D ��ӡɰ��ԇ���M(j��n)�Йz�y(c��)���Y(ji��)����� 4���D 12 ��ʾ��
�����ĈD 13 ���Կ������S���W(w��ng)���g�Ǽܳߴ�����ӣ����(xi��ng)��(qi��ng)�Ȕ�(sh��)ֵ�������ӣ��������@�½����Ķ��C���W(w��ng)���g�Ǽܳߴ猦(du��)ɰ������Ӱ��^����(du��)ɰ�͏�(qi��ng)��Ӱ푲�̫���@���ı� 4 ���Կ�������(d��ng)�W(w��ng)���С�� 3 mm�������w�W(w��ng)���g�Ǽܞ� 1 mm �r(sh��)���õ���ԇ�Ӹ��(xi��ng)�������£�������(qi��ng)�Ȟ� 0.971 MPa���^��(sh��)��ԇ�ӽ��� 40.0%;������(qi��ng)�Ȟ� 1.248 MPa���^��(sh��)��ԇ�ӽ��� 31.5%;������(qi��ng)�Ȟ� 4.451 MPa���^��(sh��)��ԇ�ӽ��� 23.2%;���Ԟ� 170������ڌ�(sh��)��ԇ�������� 174%;���wճ�Y(ji��)���������^��(sh��)��ԇ����Ƚ��� 42.2%�����ң��S���W(w��ng)���g�Ǽܳߴ����ӣ�ճ�Y(ji��)������Ҳ���@���ӡ��C�����ף��ھS��һ���ď�(qi��ng)��ָ��(bi��o)ǰ���£��M������С�p϶��á�——Փ�����ߣ�� ����������Ղ�